What is Sand Casting?
In sand casting, molten metal is poured into an expendable sand mould cavity by gravity or force, where it solidifies to form the cavity shape part. A 3D object formed by this process is also called casting. Most common sand castings include engine blocks and cylinder heads.
It is the most widely used metal casting manufacturing process accounting for a significant percentage of the total cast in weight. During the sand casting process, the material is heated to the correct temperature to melt and sometimes treated to modify the chemical composition to achieve the required material properties. Then the molten metal is poured into a mould that has the desired shape cavity to cool down and solidify.
To produce the best quality sand castings at the lowest possible cost, the designers must give careful attention to several process requirements and understand the limitation of sand casting. There are 8 key elements of sand casting, viz., draft angle, parting line, undercuts & cores, cross-sections, wall thickness, corners & angles, junction design, casting allowance that need to be taken into consideration to avoid the common pitfalls mechanical engineers face during the sand casting process.
Defects or disadvantages will be an issue only if it affects the functionality of the part. So selection of the suitable manufacturing process is vital to satisfy the part functional requirement.
Characteristics of Sand casting
Sand casting is the most versatile among the manufacturing methods and gives engineers the freedom to design complex parts from an unlimited number of metals and alloys.
? Over 70% of all metal castings are produced via this process
? Sand casting can be produced in a wide range of sizes from small statues to parts weighing over 100 tons
? Very complex parts can be produced easily and in one piece
? Low dimensional accuracy
? Poor surface finish
? Highly adaptable and could be used for handling mass production
How does the Sand casting process work?
Elements of the gating system
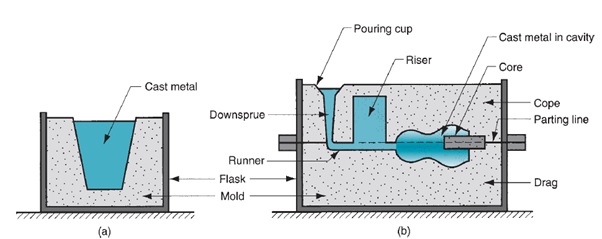
Metal casting gating system
One of the most common metal casting processes is Sand casting, and its mould is made of two halves. Two halves are contained inside a box called a flask, the upper half is called the cope, and the bottom half is called the drag. As shown in the image below the flask is also divided into two halves. The line that separates the two halves is called the parting line.
Sand casting steps
The following are the seven main steps of the sand casting cycle
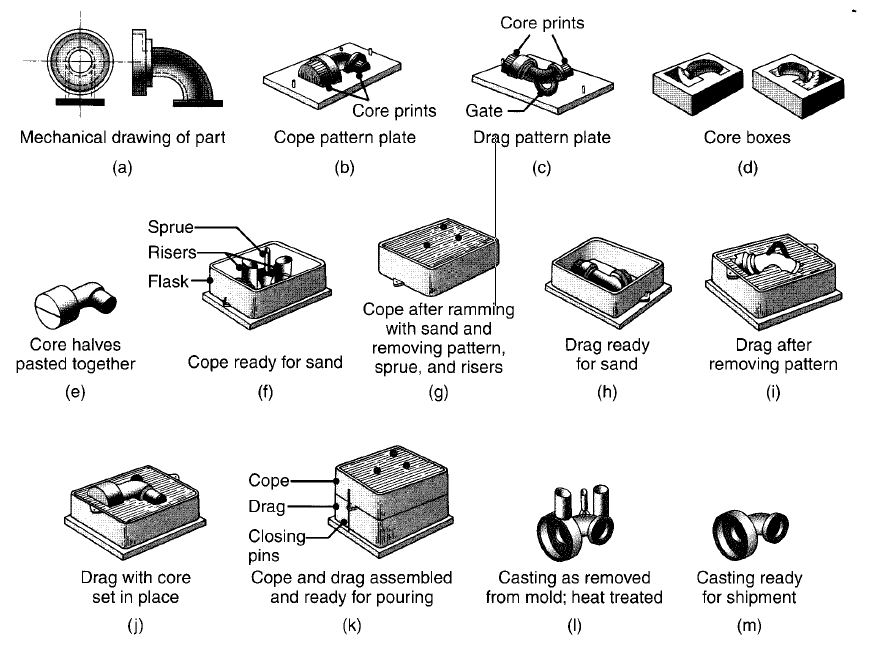
Sand casting steps
1.
Pattern making step in which a replica of the object to be cast be made of suitable material. The pattern usually is oversized to allow for metal shrinkage during the cooling phase
2. In
the mould-making step, a sand mould is formed by packing sand into the mould around the pattern. The sand mould is divided into two halves, the top half is called the “Cope”, and the bottom part is called the “Drag”. When the pattern has removed the cavity, it forms remains for pouring the molten metal. Mould will have other features such as Sprue, runners, gate, pouring cup, riser etc, which is discussed in detail later.
3.
The clamping step involves the two mould halves Cope and Drag securely clamped together, ready for pouring metal.
4.
Pouring molten metal is maintained at a set temperature. Molten metal is poured in quickly to avoid early solidification and
5. Poured molten metal will begin to
cool and solidify once it is inside the cavity. Most of the possible sand casting defects are introduced at this solidification stage
6. Once the cooling period elapses the mould can be
shaken out/broken off and casting
7.
Trimming involves cleaning and removing the section that connected to the main part such as runner, Sprue etc
Advantages and disadvantages of sand casting
To understand any manufacturing process, first, careful consideration must be given not only for its advantages but importantly for its potential limitations and process difficulties.
Advantages
? Design flexibility – The size and weight of parts can range from a few millimetres & grams to meters & many tons. The size and weight of the cast are only limited by the restriction imposed by molten metal handling and supply. Hence large parts can be produced.
?
High-complexity shapes – No other process offers the same range of possibilities for shaping complex features as casting that produces near-net-shape components.
?
Wider material choice – Virtually all types of engineering alloys can be cast as long as it can be melted.
?
Low-cost tooling – Tooling and equipment costs are low compared to other metal manufacturing processes. Hence making it one of the cheapest methods to achieve near net shape components
?
Short lead time – Short lead time compared to others and hence ideal for short production runs.
?
Less waste – Scrap metal can be recycled
Disadvantages
? Low material strength – Low material strength due to high porosity compared to a machined part.
?
Low dimensional accuracy – Shrinking and the surface finish dimensional accuracy is very poor.
?
Poor surface finishes – Due to internal sand mould wall surface texture.
?
Defects unavoidable – Like any other metallurgical process, defects or quality variations such as shrinkage, porosity, pouring metal defects, surface defects are unavoidable. Porosity is high on sand casts compared to other casting processes such as Die casting and investment casting.
?
Post-processing – Secondary machining operation is often required if tighter tolerance is needed to interface with other mating parts. Processing cost is high compared to tooling and material cost
?
Higher risk – Safety hazards to humans and environmental problems
? Production issues – Removal of the pattern of the thin and small parts is challenging
ABOUT KEVA
Keva Casting is a professional casting company that focuses on Construction, Machinery, Automobile, Hardware, Pipeline and many other industries.
We provide top quality products with the best service based on our complete production chain including our own mold design, advanced production techniques, and full management of the supply chain. Keva Casting has two factories located in Zhucheng, China's Shandong province.
We use "shell molding", which is a new technique that has been developed in recent years.This new technique has simplified production procedures and reduced air pollution compared with traditional sand casting and investment casting. Shell making and core making are faster to ensure production in enormous quantities. The dimensions and surface finishing are satisfactory for all kinds of industrial requirements. Besides supplying our own formwork & scaffolding systems, our casting products also supply OEM services in various industries.